

钝化处理是化学清洗中.后一个工艺步骤,是关键一步。锅炉经酸洗、水冲洗、漂洗
后,金属表面很清洁,
后的金属表面生成保护膜,减缓腐蚀
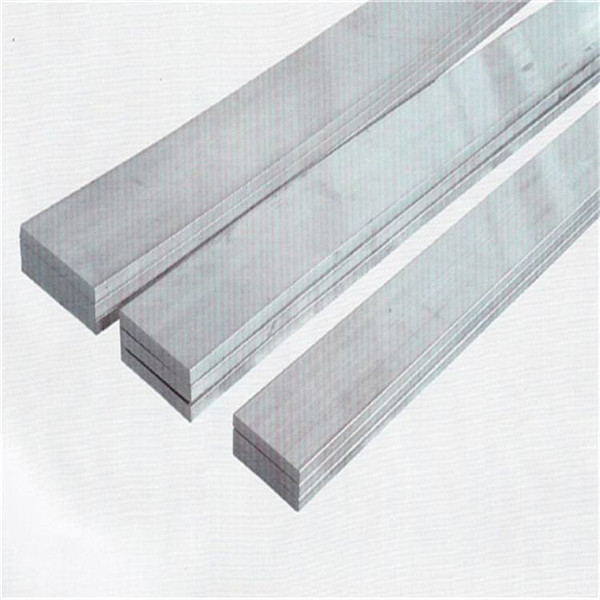
无缝钢管酸洗钝化都有哪些处理方式呢?都有什么优缺点呢?下面小编带大家来了解一下。

酸洗钝化无缝钢管浸渍法:
不锈钢管道、弯头、小零件等适合采用这种方法,加工效果好。由于处理部分能完全浸入酸洗钝化液中,酸洗钝化无缝管表面完全反应,钝化膜致密均匀。该方法适用于连续间歇操作,但随着溶液反应浓度的降低,需要补充新的溶液。缺点是由于酸槽的形状和容量的限制,不适用于大容量设备和管道形状太长、太宽;长期使用会降低溶液挥发等原因造成的影响。需要特殊场所、酸池和加热设备。
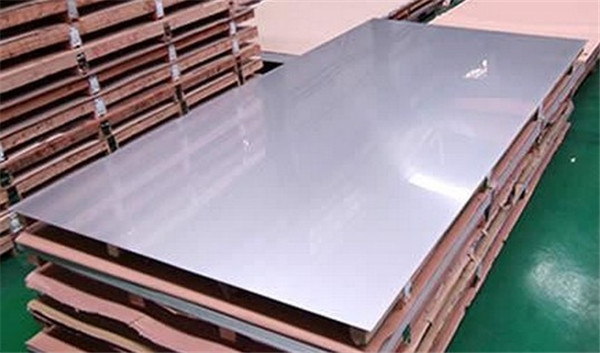
酸洗钝化无缝钢管抹面法:
不锈钢酸洗钝化膏在我国应用广泛,并有一系列产品供应。手动操作,适合现场施工。不锈钢化工容器的焊接处理、焊接变色、转角死角、扶梯靠背、大面积钝化等均采用。
膏体法的优点是不需要特殊设备和场地,不需要加热设备,现场操作灵活。酸洗、钝化一次完成,独立性强;钝化膏保质期长,每次使用均采用新的钝化膏。一般情况下,表面层钝化后反应停止,不易过度腐蚀,且不受后续冲洗时间的限制。焊缝等薄弱环节也会加强钝化。缺点是工人操作环境差,劳动强度大,成本高,不锈钢管道内壁处理不好,需要与其他方法相结合。
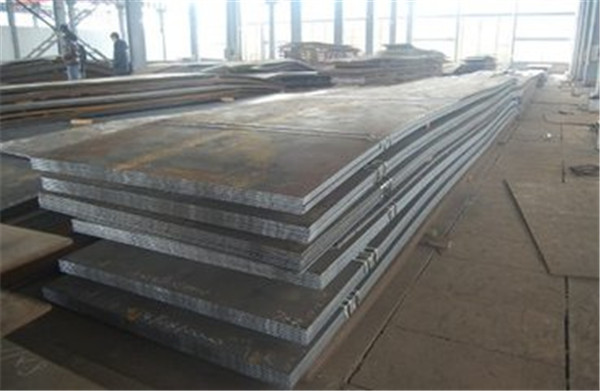
无缝钢管酸洗及喷涂方法:
适用于现场固定、环境封闭的单一产品或内部结构简单的设备进行酸洗和钝化,如板生产线上的喷雾酸洗工艺。不锈钢化工容器,可用于容器内壁酸洗。
其优点是连续操作快,操作简单,对工人腐蚀影响小,溶液利用率高。这种方法有很多限制,如:
1.容器中不得有残留物或杂质。
2.酸洗液在容器中停留时间过长,会引起不锈钢的过度腐蚀。因此,有必要继续操作,随时准备大量的清洗水。一旦发生停电、停水、停工等事故,将造成严重后果。废酸和废水排放应使用大容器。随着反应时间的延长和溶液杂质的增加,酸洗液的有效成分逐渐减少。必须随时检测溶液浓度,及时加入新溶液。
 电话:029-86720444
电话:029-86720444 邮箱:515281793@qq.com
邮箱:515281793@qq.com 地址:西安市浐灞生态区东二环与矿山路口悦邻荟U创空间15层1503-1室
地址:西安市浐灞生态区东二环与矿山路口悦邻荟U创空间15层1503-1室











 当前位置:
当前位置:

 热门推荐
热门推荐







 您有1条未读询盘信息!
您有1条未读询盘信息!

